Specification
Base paper: paper or paperboard
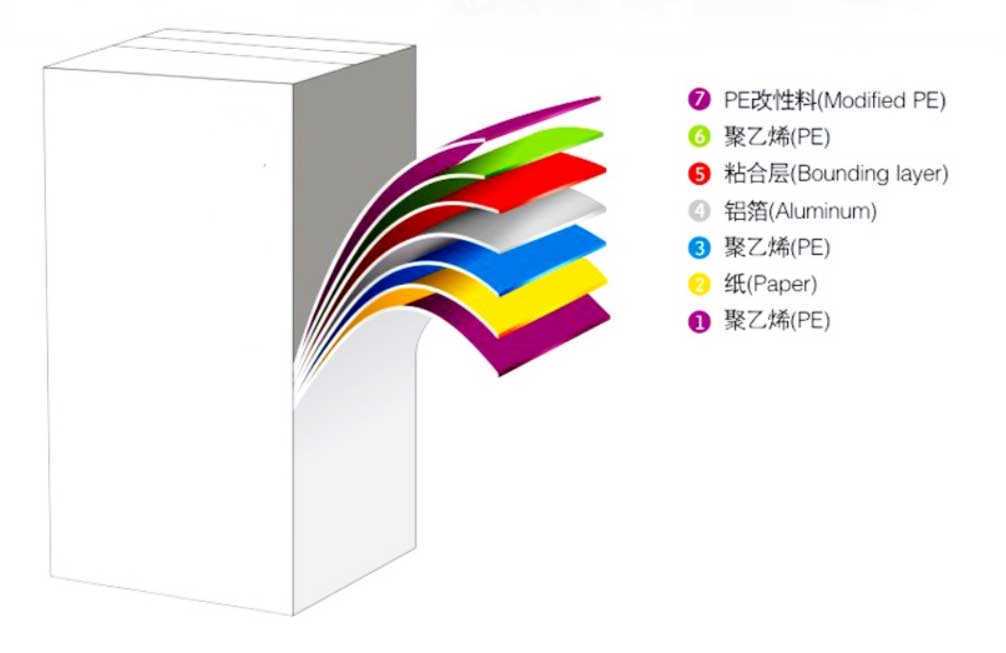
Multi-layer Aluminum Foil Laminated Barrier Paperboard is a premium packaging material made by bonding or laminating multiple layers of different materials, the key layer of which is aluminum foil. This composite material combines the advantages of paper, plastic film and metallic aluminum foil.
Features
- excellent barrier properties: the aluminum foil layer has very high barrier properties, which effectively prevents oxygen, moisture, oils and flavors from penetrating through, thus protecting food, pharmaceuticals and other items inside the package from the external environment and extending the shelf-life.
- good mechanical strength: due to the use of multi-layer structure design, making this material to maintain the lightweight at the same time to enhance the physical strength and resistance to breakage, to adapt to a variety of packaging requirements.
- Shading and moisture resistance: Aluminum foil has excellent shading and moisture and water resistance, which prevents light from affecting the product and ensures that the contents are protected from moisture.
- Heat sealing properties: the thermoplastic film layer included in the multilayer lamination allows the material to be heat sealed to form a hermetic package, which further enhances its protective effect.
- Environmentally friendly and recyclable: despite the aluminum foil content, the composite material as a whole is recyclable, meeting the need for a high level of barrier protection while at the same time being in line with the trend towards sustainable development.
Applications
- Food packaging: commonly used for aseptic packaging of juices, milk, beverages and other liquids at ambient temperature to preserve freshness for a longer period of time and to avoid light damaging the nutrients. Pharmaceutical packaging: for liquids that need to be protected from light.
- Pharmaceutical packaging: Multi-layer aluminum foil composite barrier paper is the ideal packaging choice for medicines that need to be kept away from light to maintain the stability of their efficacy, such as certain antibiotics, health care products and so on.
- Cosmetics and personal care products packaging: for products that need to prevent oxidation and deterioration, maintain stable quality, and improve shelf life.
- Industrial packaging: also used in electronic components, chemicals, and other fields to provide a high degree of isolation and protection.